

このページではアルミ押出形材の4~6mといった
長尺・長物のアルミ素材にフライス全長切削加工を行う
事例をご紹介いたします。
- 材料が長すぎて切削加工が出来ない!
- 押出材の一部分だけ全長切削(除去)したい!
- 汎用形材ではない形材形状に切削したい!
などのご要望に石原精工がお応えいたします!
長尺・長物アルミ押出形材へのフライス切削加工例
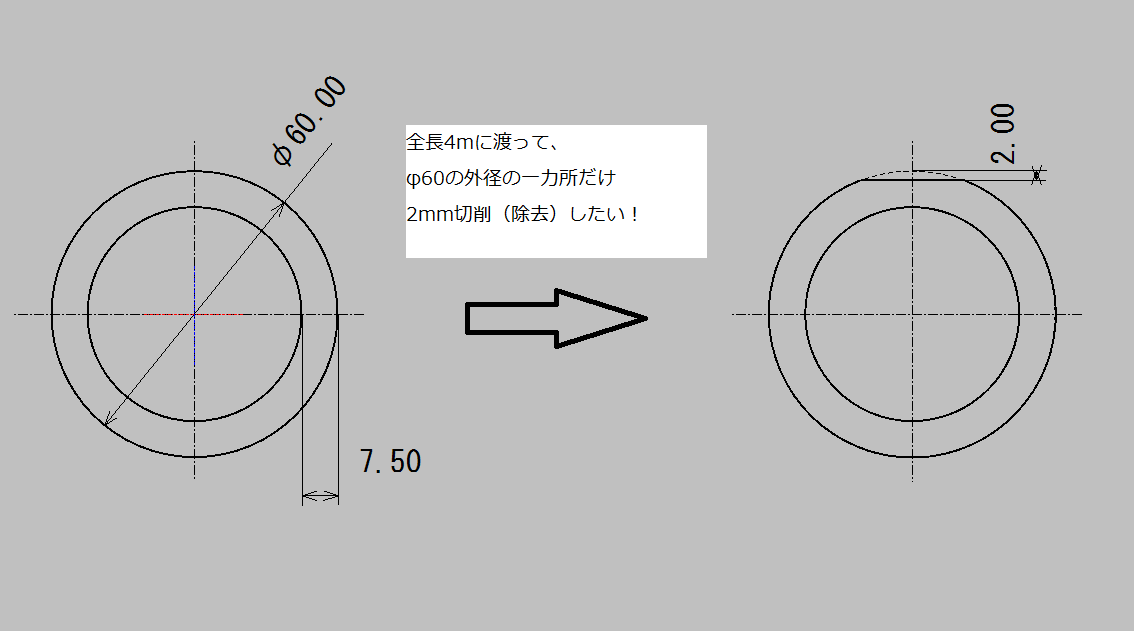
【丸パイプ切削】
アルミ丸パイプの押出形材
・断面(mm):φ60 x 厚7.5
・長さ(L寸法)(mm):4,000
・加工内容:全長4mに渡って、1カ所だけ2mm切削(除去)
※下図参照
〇実際加工している様子


エンドミルを使用した切削加工により、お客様のご要望通りに加工出来ました♪
このほかにもさまざまな長尺全長切削が可能ですのでご紹介します。
【角パイプ切削】
アルミ角パイプの押出形材
・断面(mm):50 x 50 x 厚5.0
・長さ(L寸法)(mm):4,000
・加工内容:全長4mに渡って、1カ所下図のように切削(除去)
※下図参照
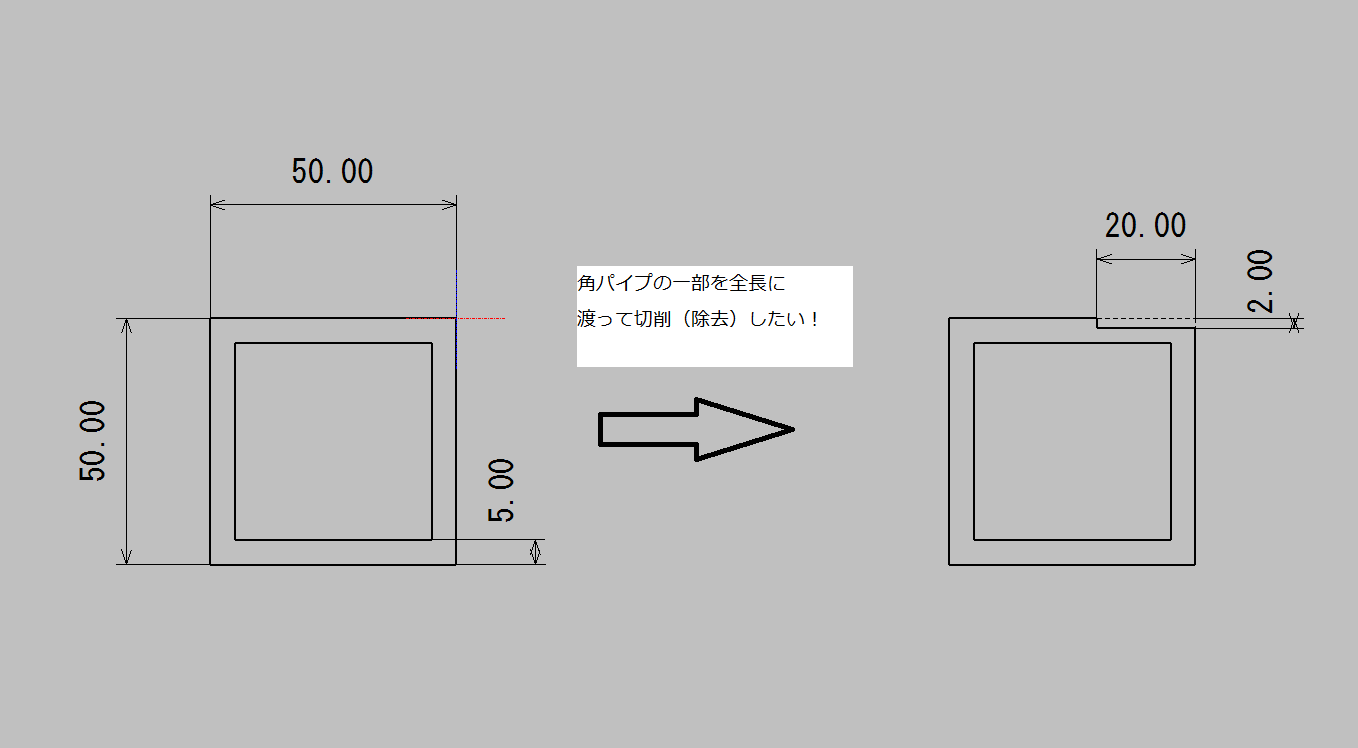
〇完成イメージ
.png)
【丸棒溝入れ】
アルミ丸棒の押出形材
・断面(mm):φ50丸棒
・長さ(L寸法)(mm):4,000
・加工内容:全長4mに渡って、幅10mm、深さ10mmの溝入れ加工
※下図参照
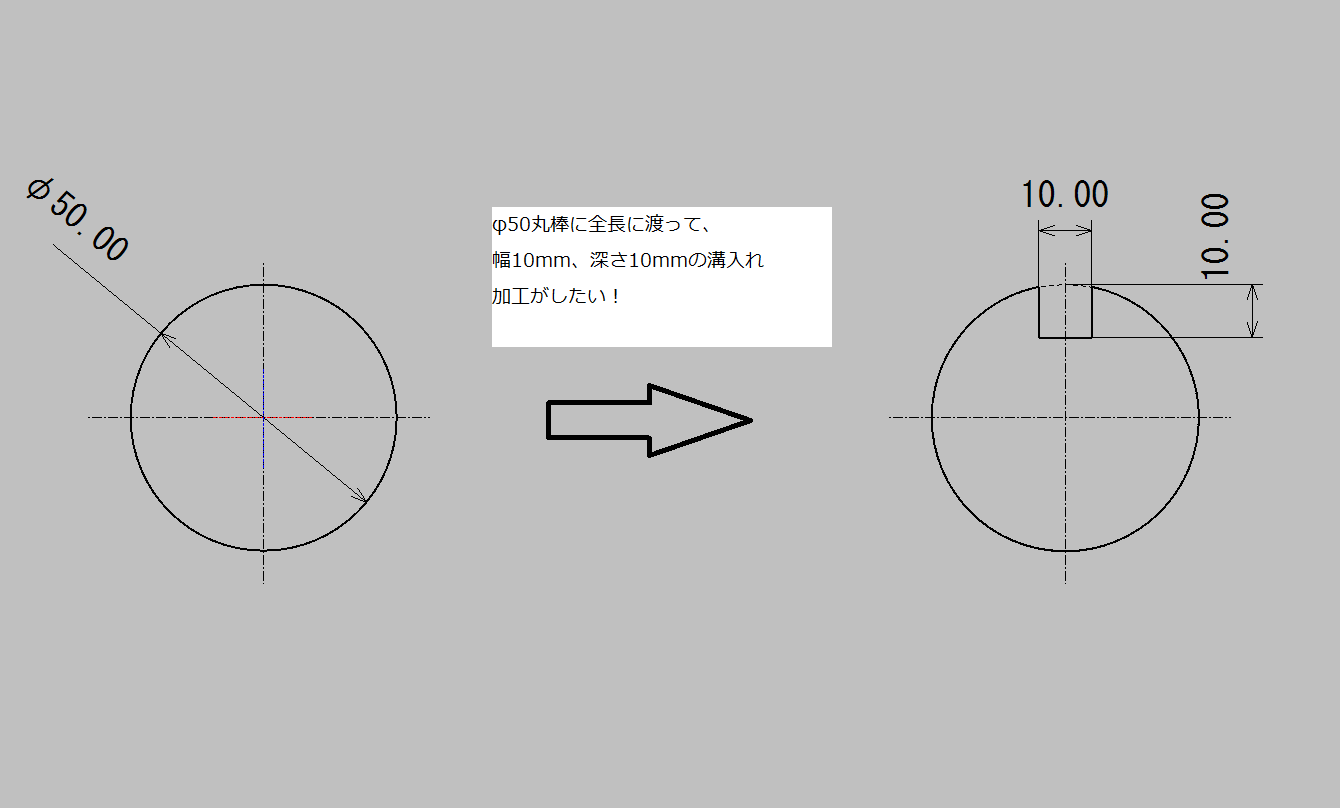
〇完成イメージ
.png)
【平角棒、FB(フラットバー)切削】
アルミ平角棒、FB(フラットバー)の押出形材
・断面(mm):厚10.0 x 幅50.0
・長さ(L寸法)(mm):4,000
・加工内容:全長4mに渡って、幅5mm、深さ5mmの切削加工
※下図参照
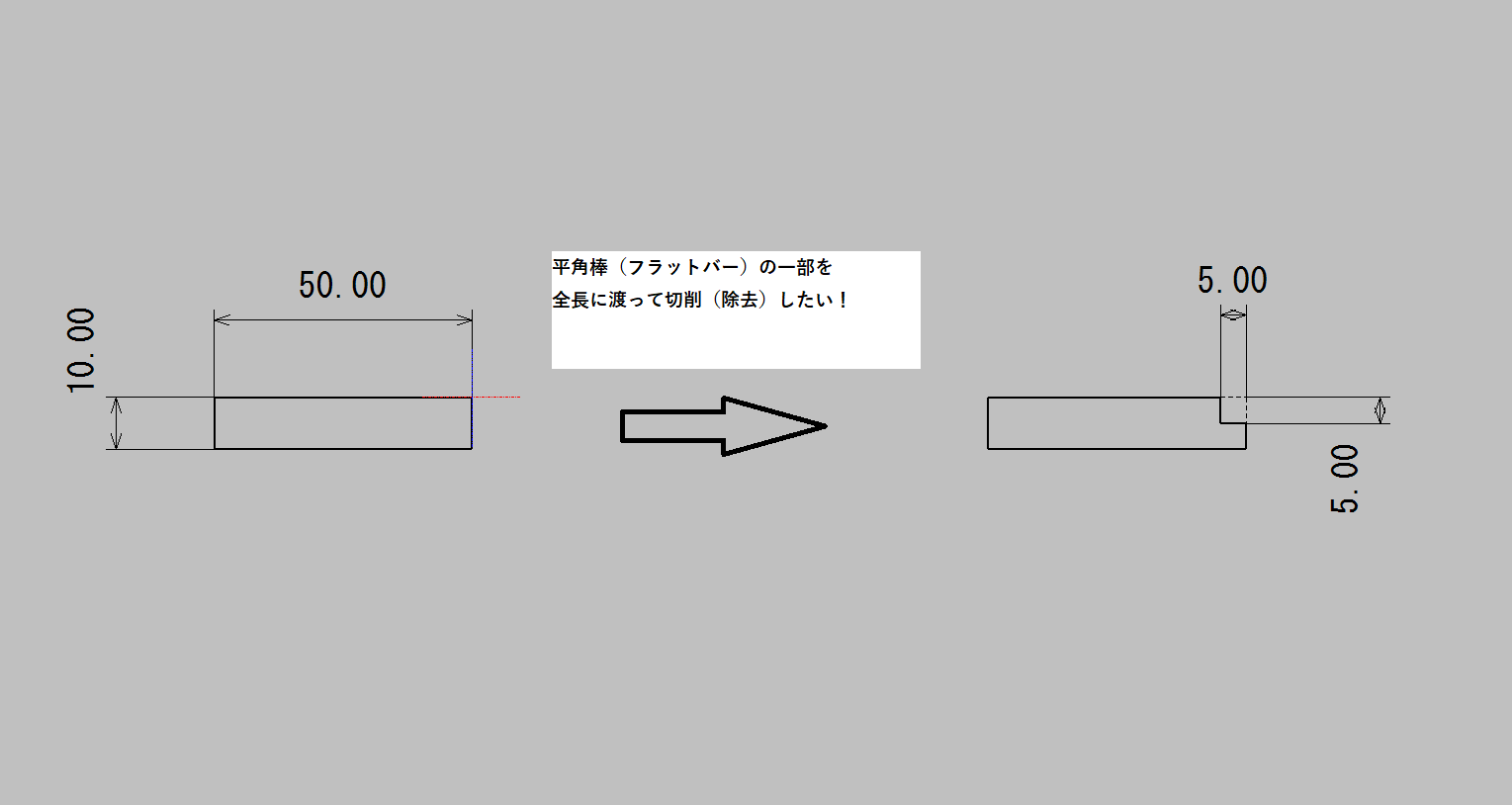
〇完成イメージ
.png)
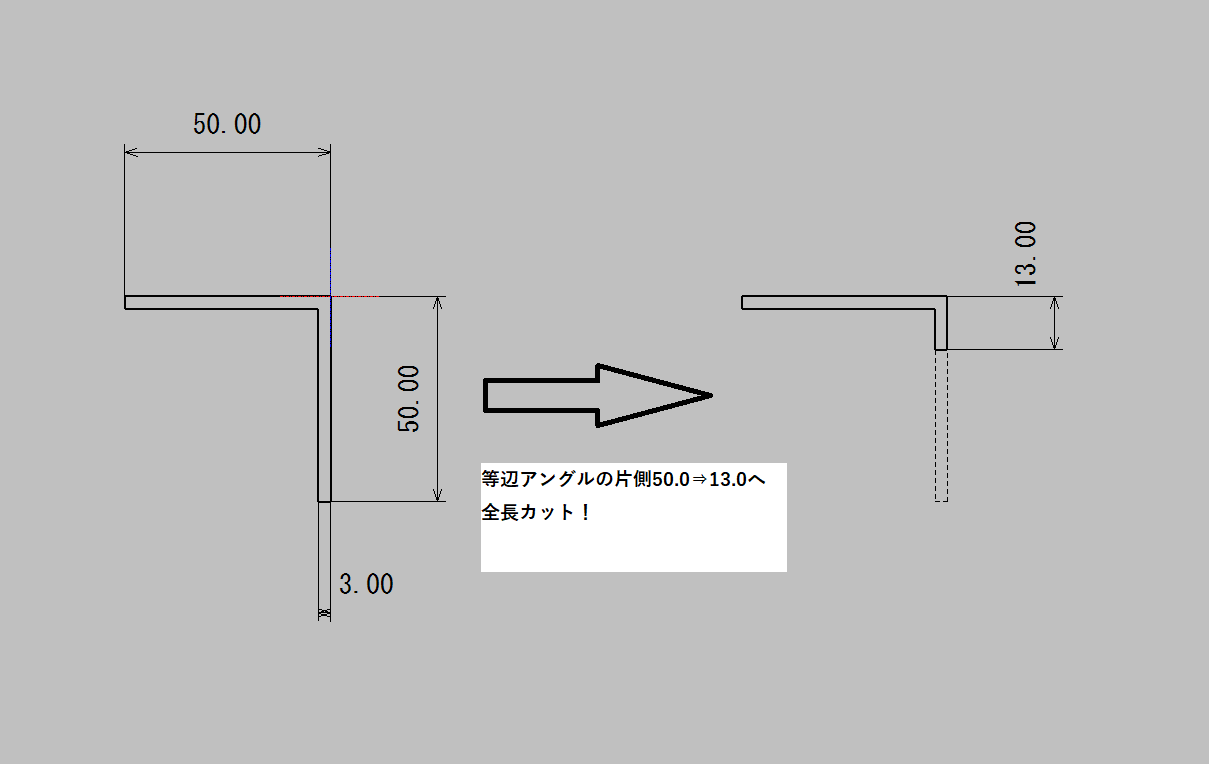
【アングル全長カット】
アルミアングルの押出形材
・断面(mm):厚3.0 x 50.0 x 50.0
・長さ(L寸法)(mm):4,000
・加工内容:全長4mに渡って、片側50.0⇒13.0へ全長カット
汎用材には無い寸法のアングル材を作れます。
※下図参照
〇完成イメージ
.png)
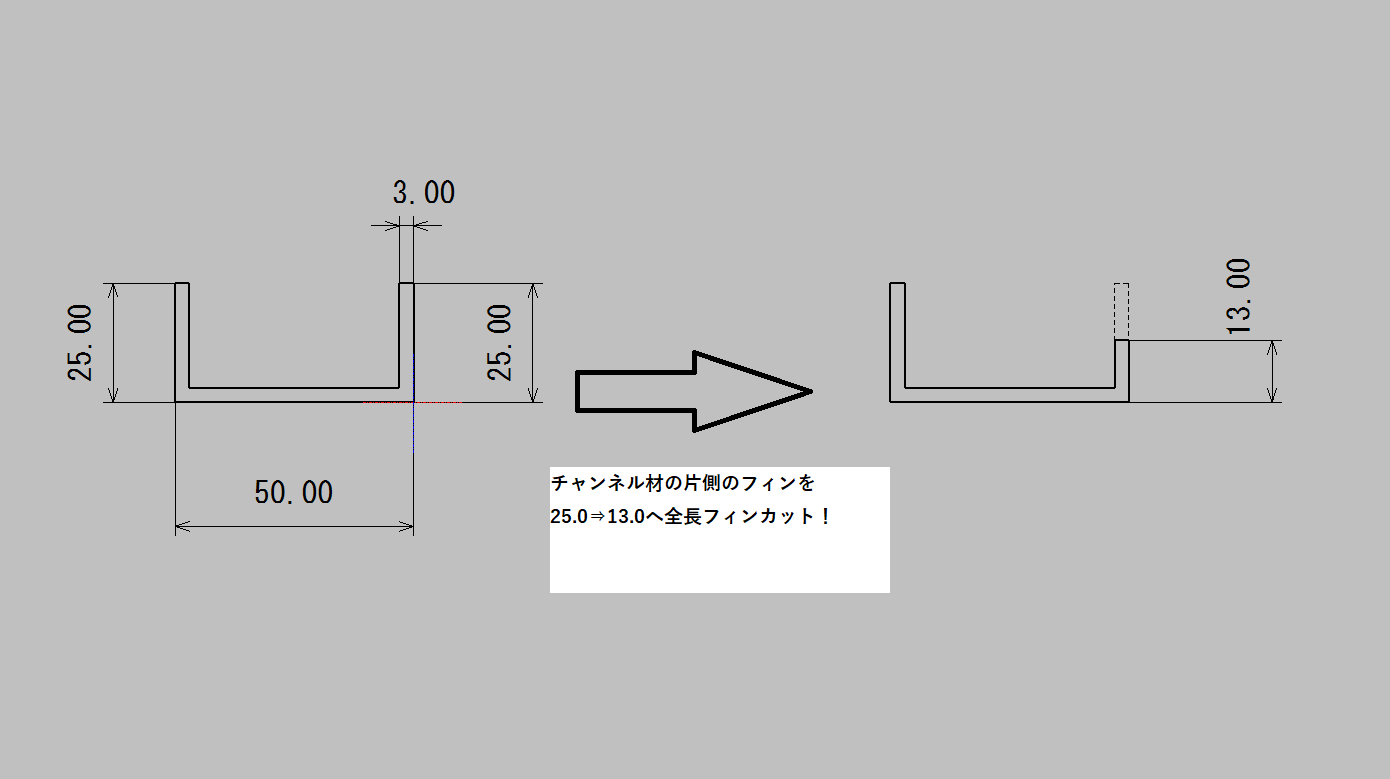
【チャンネル全長フィンカット】
アルミチャンネルの押出形材
・断面(mm):厚3.0 x 50.0 x 25.0
・長さ(L寸法)(mm):4,000
・加工内容:全長4mに渡って、片側のフィンを25.0⇒13.0へ全長カット
汎用材には無い寸法のチャンネル材を作れます。
※下図参照
〇完成イメージ
.png)
💡全長カット、フィンカットのポイント
全長カット、フィンカットでは
- エンドミル、フェイスミルによる切削加工
- ノコ刃による切断
の2パターンで加工が可能です。
前者は高精度・表面がキレイに仕上がる。というメリットがありますが、
加工時間が長いため、コストが掛かります。
後者はノコ刃による全長切断のため、加工時間が短く、低コストで
加工が可能です。ただし、ノコ刃のため、表面は切削と比べるとキレイには
仕上がりません。
全長が長くなればなるほど、コストは切削>切断となりますので、
ノコ刃による全長カットがコスト面で効力を発揮します。
どちらも一長一短です。弊社のこれまで蓄積したノウハウで
お客様のご要望にあった加工方法をご提案いたします。
〇ノコ刃全長カットの様子

【オーダー形材の全長切削加工】
上記でご紹介した汎用アルミ形材のほか、さまざまな形状のオーダー形材の
全長切削加工も対応可能です。
アルミ形材加工に適した機械設備と弊社が長年にわたり蓄積したノウハウで
最適な加工方法をご提案いたします。
この事例のように、石原精工ではアルミ形材の長尺フライス切削加工が可能です。
出来る業者が見つからない!とお困りの方は、ぜひ石原精工にお声がけください。
寸法精度(公差)について
寸法精度(公差)につきましては、
±0.2~0.5mm程度
となります。
ただし、素材自体の曲がりやねじれがある場合は
その都度相談となります。



この記事へのコメントはありません。